| Для контактов: |
|
|
 |
 |
 |
|
 |
 |
 |
 |
 |
+7(495) +7(495) +7(495) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Воздушно плазменная резка металлов - теория |
Это интересно: |
Физические явления, определяющие процесс плазменно-дуговой резки металла.
В полости реза, образующейся под воздействием плазменной дуги, имеют место сложные тепловые, газодинамические, электромагнитные и химические процессы, обычно взаимодействующие между собой. Поток тепловой энергии и плазмообразующего газа, истекающего через сопловое отверстие плазмотрона в полость реза, создает поле градиентов температур в металле, вызывает интенсивный нагрев и расплавление металла, а затем удаление расплавленного слоя из полости реза. Проникающая в полость реза дуга также является источником тепловой энергии, выделяющейся как в разрядном столбе, так и в опорном пятне дуги, соприкасающемся с металлом. Одновременно дуга создает электромагнитное поле в полости реза. Поток плазмообразующего газа, воздействуя на расплав, вызывает перенос массы металла. Последний, в свою очередь, взаимодействуя с поверхностью не расплавленного металла, увеличивает теплопередачу в неё. Теплопроводность металла обусловливает не только полезный нагрев его поверхностного слоя, но и потери тепла в глубину. Наличие в плазмообразующем газе кислорода приводит к возникновению химических реакций окисления металла. Рассмотренные процессы переноса тепла и массы, механического перемещения расплава металла, изменения состояния вещества и др. происходят по всему объему вблизи фронтальной стенки полости реза. Эти процессы, налагаясь друг на друга, вызывают образование поля градиентов температур, поля механических сил, электромагнитного поля и поля градиентов концентрации вещества, которые, в общем случае, являются не стационарными. И только в установившемся процессе плазменной резки их можно принять квазистационарными. 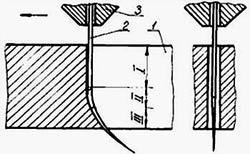 Схема полости реза с размещенной в ней дугой представлена на рис. 1.1.
Схема полости реза с размещенной в ней дугой представлена на рис. 1.1. Где: 1 - разрезаемый металл,Можно отметить три характерные зоны по высоте полости реза. Первая зона I - зона углубления дуги. Она простирается от верхней плоскости разрезаемого металла до начала зоны посещения опорного пятна дуги. Нагрев и расплавление металла в этой зоне осуществляется от столба дугового разряда за счет конвективного и лучистого нагрева. Изменение входных параметров: электрической мощности, расхода плазмообразующего воздуха, скорости перемещения плазмотрона, толщины металла и др. вызывает возникновение переходного процесса. Его продолжительность обусловливается величиной и характером возмущений, а также геометрическими параметрами полости реза и свойствами разрезаемого металла. Важно, чтобы после завершения переходного процесса режим резки металла достиг своего стационарного состояния. Стационарность режима обеспечивается согласованностью между скоростью перемещения плазмотрона и скоростью образования полости реза. При малой скорости перемещения плазмотрона увеличивается ширина полости реза, снижается качество образующейся поверхности и ухудшается устойчивость горения дуги. Если скорость перемещения плазмотрона превышает скорость образования полости реза на полную глубину, то возникает непрорезание металла и брак продукции. Эффективность процесса разделительной резки металла, характеризующаяся, прежде всего, производительностью и качеством, находится в сложной зависимости от режимных и конструктивных параметров: мощности режущей дуги, расхода плазмообразующего воздуха, диаметра и длины канала сопла, через который плазменная дуга переходит на разрезаемый металл, скорости перемещения плазмотрона относительно металла, расстояния от среза сопла до поверхности разрезаемого металла и других параметров. Причем влияние входных параметров на процессы в полости реза носят сложный характер. Рис. 2.2. Схема потоков энергии и вещества в полости реза  В общем виде, вся совокупность процессов в полости реза обусловливается преобразованием в ней потоков вещества и энергии. Поскольку в образующейся полости реза не аккумулируется ни энергия, ни вещество, то схема ввода и отвода их потоков может быть представлена см. рис. 2.2. В полость реза вводятся потоки энергии и плазмообразующего газа. В общем виде, вся совокупность процессов в полости реза обусловливается преобразованием в ней потоков вещества и энергии. Поскольку в образующейся полости реза не аккумулируется ни энергия, ни вещество, то схема ввода и отвода их потоков может быть представлена см. рис. 2.2. В полость реза вводятся потоки энергии и плазмообразующего газа.
Причем последний проходит через полость реза, не изменяя своей массы. Под действием потоков энергии и плазмообразующего газа из полости реза удаляется расплавленный металл. Входящий в полость реза поток энергии частично расходуется на полезную работу расплавления металла, а частично уходит из полости реза с отработанными газами, а также теряется в глубине разрезаемого металла. Геометрические параметры плазменной режущей дуги, величина и геометрия теплового потока, поступающего от неё в металл, определяют не только скорость образования разделительного реза, но и его форму, прежде всего, глубину прорезания и ширину реза. Эти параметры влияют также на затраты энергии, расходуемой на выплавление металла из полости реза и на образование разделительной поверхности реза. Изучение столь сложных и многофакторных закономерностей протекания процессов в полости образующегося реза позволяет в конечном итоге оптимизировать процесс образования полости реза. Источник: Исследование и разработка технологии и оборудования плазменно-дуговой резки на металлов на обратной полярности. Киселев Ю.Я. http://www.promsvarka.ru/
|
|
Модульные онлайн решения для Вашего бизнеса. |
|
ГЛАВНАЯ | РЕЗКА МЕТАЛЛА | ГАЛЕРЕЯ | НОВОСТИ | СТАТЬИ | О КОМПАНИИ | КОНТАКТЫ | КАРТА САЙТА |